
ΖΔΕ·ΜζΗΉΩΉ ΓΑΤΫΕΞΆχΈΤΓ±Θ§ΜΙ «ΓΑ‘ΫΙβ‘ΫΚΟΓ±ΘΩ
‘ΎΤϊ≥Β–όάμ––“ΒΘ§ΖΔΕ·ΜζΗΉΩΉΡΎ±μΟφΦ”ΙΛΦΦ θΒΡΫχ≤ΫΘ§Ψ≠άζΝΥ“ΜΗωΖΔ’ΙΙΐ≥ΧΓΘ °Ρξ«ΑΘ§Έ“Ιζ¥σΕύ ΐΤϊ≥Β–όάμ≥ßΒΡΦΦ ΠΟ«“≤–μΜα’β―υΗφΥΏΩΆΜßΘΚ“ΗΉΩΉγώΡΞΒΟ‘ΫΙβΝΝΘ§ΥΒΟς’βΗωΖΔΕ·Μζ–όΒΟΑτΘΓ””–’β―υ“Μ÷÷Φλ≤βΖΫΖ®ΘΚΖ≈Ϋχ“ΜΖί±®÷ΫΘ§ΙβΝΝ»γΨΒΟφΓΔΉψ“‘Ζ¥…δ≥ω±®÷Ϋ…œΈΡΉ÷ΒΡΗΉΩΉ≤≈ «ΚœΗώΒΡΓΘ
Εχœ÷‘ΎΘ§»ΥΟ«“β ΕΒΫ’β÷÷ΖΫΖ®“―Ψ≠¬δΚσΘ§ΨΏ”–ΤΫΕΞΆχΈΤΒΡΗΉΩΉ≤≈ «ΉνΚΟΒΡΓΘ
“Μ ΤΫΕΞΆχΈΤΒΡ‘≠άμΦΑ”Π”Ο
1.1 »œ ΕΤΫΕΞΆχΈΤ
ΫβΧε“ΜΧ®–¬ΒΡΤϊ≥ΒΖΔΕ·Μζ≤ΔΙέ≤λΗΉΩΉΡΎ±μΟφΘ§Έ“Ο«Ω…“‘Ω¥ΒΫΘ§…œΟφΖ÷≤ΦΉ≈ΫΜ≤φΉ¥ΆχΈΤΘ§ ’βΨΆ «ΤΫΕΞΆχΈΤΘ®»γΆΦ 1 ΨΘ©ΓΘΥϋΨΩΨΙ « ≤Ο¥―υΒΡΫαΙΙΘΩ”÷ΡήΤπΒΫ ≤Ο¥―υΒΡΉς”ΟΡΊΘΩ

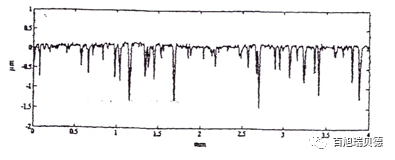
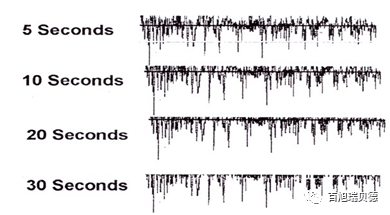
ΆΦ1 ΖΔΕ·ΜζΗΉΩΉ±μΟφΒΡΤΫΕΞΆχΈΤ
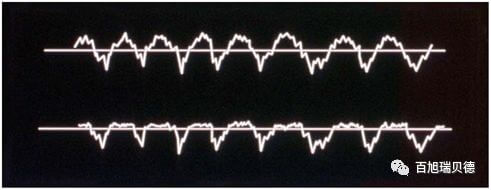
ΆΦ2 ΤΫΕΞΆχΈΤΒΡΖεΙ»–ΈΉ¥ Ψ“β
ΆΦ 2 Ψ“βΝΥΤΫΕΞΆχΈΤΒΡΈΔΙέ–ΈΉ¥Θ§Υϋ”…ΤΫΕΞΚΆΒΆΙ»œύΦδΙΙ≥…ΓΘ‘Ύœ÷¥ζΒΡΖΔΕ·ΜζΗΉΩΉΦ” ΙΛΙΛ“’÷–Θ§ΤΫΕΞΆχΈΤΦΦ θ±ΜΙψΖΚ”Π”ΟΓΘ
ΆΦ3 ”ΆΡΛΒΡΚώΕ»ΘΚΥφΜζ”Ά’≥Ε»‘ωΦ”Εχ‘ωΦ”ΘΜΥφœύΕ‘ΥΌΕ»‘ωΦ”Εχ‘ωΦ”ΘΜΥφ‘ΊΚ…‘ωΦ”ΕχΦθ–ΓΓΘ
ΆΦ3Υυ ΨΘ§‘Ύ2ΗωœύΕ‘‘ΥΕ·ΒΡΈοΧε÷°ΦδΘ§”ΆΡΛΒΡ¥φ‘Ύ ΙΙΙ≥…ΡΠ≤ΝΗΕΒΡΝΫΗωΙΛΦΰΟΜ”–÷±Ϋ”ΒΡΫ”¥ΞΘ§¥”ΕχΦθ…ΌΙΛΦΰΒΡœύΜΞΡΞΥπΘ§’βΨΆ «Μζ”ΆΒΡ»σΜ§Ής”ΟΓΘ“ρ¥ΥΘ§»γΚΈ‘ΎΙΛΦΰ÷°ΦδΫ®ΝΔ≤Δ±Θ≥÷άμœκΒΡ”ΆΡΛΘ§ «ΗΡ…ΤΙΛΉςΙΛΩωΘ§―”≥ΛΙΛΦΰ Ι”Ο ΌΟϋΒΡΙΊΦϋΥυ‘ΎΓΘ
ΝςΧεΕ·ΝΠ―ß‘≠άμΗφΥΏΈ“Ο«ΘΚ”ΆΡΛΚώΕ» ήΜζ”Ά’≥Ε»ΓΔΙΛΦΰ‘ΥΕ·ΥΌΕ»ΚΆΗΚΚ…ΒΡ”ΑœλΓΘΗΚΚ…‘ρ”κΝΫΗωΙΛΦΰœύΝΎ±μΟφΒΡ–ΈΉ¥”–Κή¥σΙΊœΒΓΘ
Ιΐ»ΞΘ§»ΥΟ«Ά®≥Θ Ι”ΟΤ’Ά®γώΡΞΙΛ“’Φ”ΙΛΖΔΕ·ΜζΗΉΩΉΓΘ»γΆΦ4 ΨΘΚ‘ΎΈΔ”Δ¥γΦΕ±ξ≥Ώœ¬Ιέ≤λ Τ’Ά®γώΡΞΒΡ±μΟφ «”…ΗΏΒΆ≤ΜΤΫΒΡΦβΖεΚΆΒΆΙ»ΫΜΧφΙΙ≥…ΒΡΓΘ≤…”Ο’β÷÷ΙΛ“’ΒΡΖΔΕ·Μζ≥ω≥ßΚσ±Ί–κΨ≠άζΡΞΚœΤΎΓΘΡΞΚœΤΎΡΎΘ§ΖΔΕ·Μζ÷ΜΡή‘ΎΫœΒΆΉΣΥΌΚΆΗΚΚ…ΙΛΉςΘ§Ψ≠ΙΐΚήΕΧΒΡάο≥ΧΦδΗτΨΆ±Ί–κΗϋ ΜΜΜζ”ΆΓΘΖώ‘ρΘ§ΫΪΜα“ΐΖΔ‘γΤΎΡΞΥπΙ ’œΕχΦθΒΆΖΔΕ·Μζ Ι”Ο ΌΟϋΓΘ

ΆΦ4 Τ’Ά®γώΡΞΚσΒΡΗΉΩΉΡΎ±μΟφ
ΆΦ 5 Ψ“βΝΥΤ’Ά®γώΡΞΒΡΗΉ±Ύ”κΜν»ϊΜΖ÷°ΦδΒΡΫ”¥ΞΉ¥ΩωΘΚ≥–‘ΊΟφΜΐ–ΓΘ§Ϋ”¥ΞΗΚΚ…¥σΘ§ΈόΖ®Ϋ®ΝΔΝ§–χΓΔ”––ßΒΡ”ΆΡΛΓΘΦβΖε¥ΧΤΤ”ΆΡΛΕχ”κΕ‘ΟφΒΡΙΛΦΰœύΗ……φΘ§»γΙϊ¥Υ ±Φ”¥σΖΔΕ·ΜζΙΛΉςΗΚΚ…Θ§±Ί»Μ≤ζ…ζ―œ÷ΊΡΞΥπΓΘ
ΆΦ 5 Τ’Ά®γώΡΞΒΡΝΫΗωΙΛΦΰΘ§ΦβΖεœύΜΞΗ……φ
ΡΞΚœΚσΒΡΖΔΕ·Μζ≤≈ΩΣ Φ’φ’ΐ“β“εΒΡ Ι”ΟΘ§Φ¥ Ι»ΪΥΌ»ΪΗΚΚ…“≤ΚΝΖΔΈό…ΥΓΘΩΤ―ßΓΔΙφΖΕΒΡ≤ΌΉςΚΆ±Θ―χΩ… ΙΖΔΕ·Μζ’ΐ≥Θ‘Υ––ΦΗ °ΆρΙΪάο“≤Έό–κ¥σ–όΓΘΡ«Ο¥ΡΞΚœΚΟΒΡΗΉΩΉ « ≤Ο¥―υΒΡΡΊΘΩ
Ή®Φ“Ο«Ε‘¥ΥΫχ––ΝΥ…ν»κ―–ΨΩΘ§ΆΦ6 Υυ ΨΒΡ «ΡΞΚœΚσΒΡΗΉΩΉΘ§Ω…“‘Ω¥ΒΫΘ§ΦβΖεœϊ ßΝΥΘ§’β–©œύΦδΒΡΤΫΕΞΚΆΒΆΙ»Θ§ΨΆ «“ΤΫΕΞΆχΈΤ”ΓΘ
ΆΦ6ΡΞΚœΚσΒΡΗΉΩΉΡΎ±μΟφ
Ω…ΦϊΘ§ΡΞΚœΚσΒΟΒΫΒΡ“ΤΫΕΞΆχΈΤ” «ΉνάμœκΒΡ≈δΚœ±μΟφΓΘ»ΥΟ«ΩΣ Φ―–ΨΩ“ΤΫΕΞΆχΈΤ”Φ”ΙΛΙΛ“’Θ§‘ΎΙΛ≥ßάο÷±Ϋ”Φ”ΙΛ≥ω’β÷÷ΆχΈΤΘ§Εχ≤Μ‘Ό–η“Σ¬ΰ≥ΛΒΡΡΞΚœΙΐ≥ΧΓΘ¥”ΆΦ7 Ω…“‘Ω¥ΒΫΘ§Φ”ΙΛ≥ωΒΡΤΫΕΞΆχΈΤ”κΡΞΚœΚσΒΡ±μΟφΦΪΈΣœύΥΤΓΘΤΫΕΞΆχΈΤΒΡΦ”ΙΛΙΐ≥ΧΘ§ΨΆ «“»Υ‘λΡΞΚœΓΘΥϋΜ®Ζ―ΒΡ ±Φδ «30 Οκ÷”Θ§Εχ≤Μ «Τϊ≥ΒΒΆΥΌΒΆΗΚΚ…≈ή…œΦΗΑΌΓΔ…œ«ßΙΪάοΓΘ
ΆΦ 7 Ή®“ΒγώΡΞΜζΦ”ΙΛ≥ωΒΡΤΫΕΞΆχΈΤ
1.2 ΤΫΕΞΆχΈΤΒΡΙΠ”Ο
’βœνΦΦ θΙψΖΚ”Π”Ο”ΎΕύΗω––“ΒΓΘ‘ΎΖΔΕ·ΜζΒΡΦ”ΙΛ”Π”Ο÷–Θ§ΤΫΕΞΆχΈΤΒΡ”≈ ΤΧεœ÷‘Ύ“‘œ¬ΦΗΗωΖΫΟφΘΚ
Γτ¥Δ”ΆΙΠΡή—ΝΦΚΟΒΡ»σΜ§ »γΙϊ‘ΎΗΉ±Ύ”κΜν»ϊΜΖ÷°ΦδΟΜ”–Ν§–χΓΔ”––ßΉψΙΜΒΡ”ΆΡΛΘ§ΨΆΜα–Έ≥…Η…ΡΞΘ§≤ζ…ζΫœ¥σΡΞΥπΘ§”ΑœλΖΔΕ·ΜζΒΡ ΌΟϋΓΘΤΫΕΞΆχΈΤ‘ΎΒΆΙ»«χ÷ϋ¥φΜζ”ΆΘ§≥δΖ÷»σΜ§ΜΖΓΔ±ΎΡΠ≤ΝΗΕΘ§ΚήΚΟΒΡΫβΨωΝΥ’βΗωΈ ΧβΓΘ
ΕχΤ’Ά®γώΡΞΒΡΗΉΩΉΥδ»ΜΙβ»γΨΒΟφΘ§ΒΪ «»σΜ§ΧθΦΰ≤Δ≤ΜΝΦΚΟΘ§»γΙϊ‘ΎΡΞΚœΤΎΡΎ‘ωΦ”ΖΔΕ·ΜζΙΛΉςΗΚΚ…Θ§ΨΆΜαΗχΗΉ±ΎΚΆΜν»ϊΜΖ¥χά¥―œ÷ΊΡΞΥπΘ§¥”ΕχΒΦ÷¬ΖΔΕ·ΜζΙΐ‘γ±®–όΓΘ
ΓτΦθ…ΌΜζ”ΆœϊΚΡ—‘ΎΤΫΕΞΆχΈΤΒΡΦ”ΙΛΙΐ≥Χ÷–Θ§ΦβΖεΓΔΟΪ¥Χ±Μ«ε≥ΐΒτΘΜΕχΤ’Ά®γώΡΞΒΡΗΉΩΉ‘ρ“‘Μν»ϊΜΖΚΆΗΉ±ΎΒΡΡΞΥπΈΣ¥ζΦέΘ§≤Δ«“≤ζ…ζ–μΕύΧζ–ΦΒτ»κΜζ”Ά≈ΧΘ§“ρΕχΡΞΚœΤΎΦδ“ΣΤΒΖ±ΗϋΜΜΜζ”ΆΓΘ
ΤΫΕΞΆχΈΤΦΦ θΩ…“‘±Θ≥÷Μζ”ΆΗϋΦ”ΫύΨΜΘ§―”≥ΛΜζ”ΆΒΡΗϋΜΜ÷ήΤΎΘ§¥”ΕχΦθ…ΌΜζ”ΆœϊΚΡΓΘ
Γτάϊ”ΎΜν»ϊΜΖΟήΖβ—ΩΤ―ßΒΡ≤βΝΩΚΆΦΤΥψ±μΟςΘΚΆΦ 4÷–Τ’Ά®γώΡΞΒΡΡΠ≤ΝΗΕ≥–‘ΊΟφΜΐ≤ΜΒΫΉή≈δΚœΟφΜΐΒΡ5%ΘΜ‘Ύ ΆΦ 5 ΜρΆΦ 7÷–Θ§’βΗω±»άΐ‘ρ≥§ΙΐΝΥ 80%ΓΘΫ”¥ΞΟφΜΐΒΡ‘ωΦ”Θ§œ‘»ΜΧαΗΏΝΥΜν»ϊΜΖΒΡΟήΖβ–‘ΓΘ
ΤΫΕΞΆχΈΤΦΦ θΨΏ±Η»γ¥ΥΕύΟφΒΡ”≈ΒψΘ§≥…ΈΣΒ±¥ζΖΔΕ·ΜζΗΉΩΉΦ”ΙΛΒΡΚΥ–ΡΦΦ θ÷°“ΜΓΘΕχΤ’Ά®γώΡΞΦΦ θ’ΐ‘ΎΆΥ≥ωΤϊ–ό––“ΒΘ§“‘ΫΙβ‘ΫΚΟΘ§≤Μ «ΩΤ―ßΒΡ–όάμΖΫΖ®ΓΘΥϋ «‘ΎΧΊΕ®άζ ΖΫΉΕΈΘ§ ήΒΫ…η±ΗΚΆΦΦ θ÷Τ‘ΦΒΡ“Μ÷÷ΒΆΕΥΦΦ θΓΘ»ΓΕχ¥ζ÷°ΒΡΒ±»Μ «ΤΫΕΞΆχΈΤΦΦ θΓΘ
Εΰ»γΚΈΒΟΒΫΤΫΕΞΆχΈΤΘΩ
Φ”ΙΛΤΫΕΞΆχΈΤΘ§œ¬Οφ’βΝΫΗω≤Ϋ÷η «Ήν÷Ί“ΣΒΡΘΚ
ΆΦ8 ΤΫΕΞΆχΈΤΒΡΝΫΒάΙΛ–ρ
ΒΎ“Μ≤ΫΘ§γώΡΞΆχΈΤΓΘΆΦ 9Υυ ΨΒΡ «γώΡΞΚσΒΡΗΉΩΉ
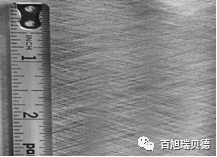
ΆΦ9 »β―έΙέ≤βΒΫΒΡΗΉΩΉΆχΈΤ
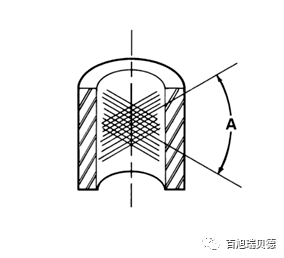
ΆΦ10 ΆχΈΤΫ«Ε»
ΉήΧεά¥Ϋ≤Θ§Ε‘ΆχΈΤ”– 2 ΖΫΟφΒΡ“Σ«σΘΚ
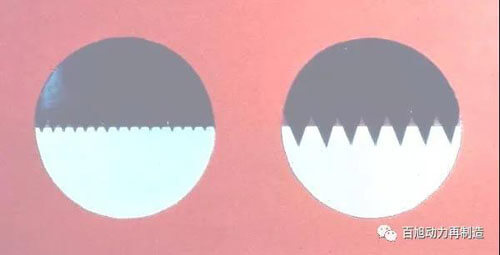
ΓωΆχΈΤΫ«Ε»Θ§»γΆΦ10Υυ ΨΘ§Ϋ«Ε»AΫ–ΉωΆχΈΤΫ«Ε»Θ§AΫ«”…γώΡΞΜζΒΡ≥ε≥ΧΥΌΕ»ΓΔ÷ς÷αΉΣΥΌΓΔ≥ε≥Χ≥ΛΕ»Β»≤Έ ΐ»ΖΕ®ΓΘ≤ΜΆ§ΒΡΖΔΕ·Μζ÷Τ‘λ…ΧΕ‘ AΫ«“Σ«σ”–Υυ«χ±πΘ§ΒΪΆ®≥Θ‘Ύ45°ΒΫ60°÷° ΦδΓΘAΫ«Ιΐ¥σΘ§¥Δ”ΆΡήΝΠœ¬ΫΒΘ§‘ΎΖΔΕ·ΜζΤτΕ·ΚΆΦ”ΥΌΙΛΩωΘ§“ρΜζ”Ά≤ΜΉψΕχΦ”ΨγΜν»ϊΜΖΡΞΥπΘΜAΫ«Ιΐ–ΓΘ§”Αœλ”ΆΡΛΒΡΨυ‘»Θ§≤Δ«“”Αœλ”ΆΜΖΙΈ”Ά–ßΙϊΘ§ΕχΒΦ÷¬Μζ”ΆœϊΚΡ‘ωΦ”ΓΘ

ΤΫΕΞΆχΈΤΒΡR ÷Η±ξ
ΆΦ11 Οη ωΤΫΕΞΆχΈΤΒΡ≤Έ ΐ
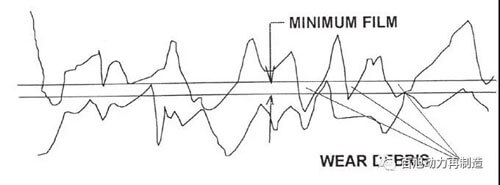
ΆΦ 11Ν–≥ωΝΥ”Ο“‘Οη ωΚΆΤάΦέΤΫΕΞΆχΈΤΒΡ RpkΓΔRkΚΆ Rvk’β»ΐΗω≤Έ ΐΘ§ΥϋΟ«÷°Φδ «œύ ΜΞΙΊΝΣΒΡΓΘΗυΨί≤ΜΆ§ΒΡ»σΜ§ΚΆ≈δΚœ–η«σΘ§ΗςΗωΖΔΕ·Μζ÷Τ‘λ…ΧΕ‘ΥϋΟ«”–≤ΜΆ§ΒΡ…ηΕ®ΓΘ‘ΎΦ”ΙΛΙΐ ≥ΧΘ§Ά®ΙΐΒς’ϊ…η±ΗΒΡΙΠΡή―Γ‘ώΓΔΗϋΜΜΡΞΝœΝΘΕ»Β»ΖΫ ΫΘ§Ω…“‘ΒΟΒΫ≤ΜΆ§ΒΡ ΐ÷ΒΓΘ”–»ΛΒΡ «Θ§Υδ »Μ≤ΜΆ§≥ßΦ“ΒΡ…ηΕ®÷Β”–Υυ≤ν±πΘ§…ζ≤ζ≥ωΒΡΖΔΕ·Μζ–‘Ρήœύ≤ν≤Μ¥σΓΘ
ΆΦ÷–”“±ΏΩ…“‘Ω¥ΒΫΘ§‘ΎΉήΗΏΕ»ΫΒΒΆ 20%ΒΡ ±ΚρΘ§ ΒΦ Ϋ”¥ΞΟφΜΐ¥οΒΫΝΥ80%ΓΘΟφΜΐ‘Ϋ¥σ Ϋ”¥Ξ‘ΊΚ…‘Ϋ–ΓΘ§»σΜ§ΧθΦΰ‘ΫΚΟΘ§’β «”κ«ΑΟφΒΡ¬έ ωœύΚτ”ΠΒΡΓΘ
ΒΎΕΰ≤ΫΘ§œςΤΫΦβΖεΘ§–Έ≥…ΤΫΕΞΆχΈΤ
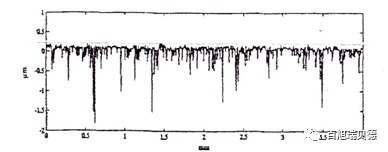
PHTΤΫΧ®ΆχΈΤΉ®”ΟΧΦΥΔ «Φ”ΙΛΤΫΕΞΆχΈΤΉν”––ßΒΡΙΛΨΏ÷°“ΜΓΘΒΎ“ΜΫΉΕΈΒΡγώΡΞ÷°ΚσΘ§“‘ PHTΧφΜΜ”Ά ·Θ§Ε‘ΗΉΩΉΫχ–– ΐ °Οκ÷”ΒΡ¥ΠάμΦ¥Ω…ΒΟΒΫ¬ζ“βΒΡΤΫΕΞΆχΈΤΓΘΆΦ12ΥΒΟςΝΥΥϋΒΡ Φ”ΙΛΙΐ≥ΧΓΘ
ΆΦ12 PHTΤΫΕΞΆχΈΤγώΡΞΙΛ“’Φ”ΙΛΗΉΩΉΒΡ±δΜ·Ιΐ≥Χ
»ΐ Φ”ΙΛΤΫΕΞΆχΈΤΒΡ…η±ΗΚΆΦΦ θ“Σ«σ
“ΣΒΟΒΫάμœκΒΡΤΫΕΞΆχΈΤΘ§±Ί–κ≈δ±ΗΨΏ”–œύΙΊΙΠΡήΒΡΦ”ΙΛ…η±ΗΘ§’β÷÷…η±Η”ΠΗΟΉωΒΫΘΚΨΪ»ΖΒΊΩΊ÷Τ÷ς÷αΉΣΥΌΓΔ≥ε≥ΧΥΌΕ»ΚΆ≥ε≥Χ≥ΛΕ»Θ§’βΦΗΗω≤Έ ΐΨωΕ®ΝΥΤΫΕΞΆχΈΤΒΡΤΫΟφ–ΈΉ¥
ΡήΖώΖϊΚœ‘≠≥ß…ηΦΤ“Σ«σΘΜ
ΨΪ»ΖΒς’ϊΫχΗχΥΌ¬ ΚΆΫχΗχ―ΙΝΠΘ§“‘±Θ÷ΛάμœκΒΡ¥÷≤ΎΕ»Θ§ΙΐΒΆΜρΙΐΗΏΕΦΜα”ΑœλΖΔΕ·Μζ Ό
ΟϋΘΜ
ΨΪΟήΒΡγώΡΞΙΛΨΏΚΆΡΞΝœ±Ί≤ΜΩ……Ό—Ψ≠―ι÷ΛΟςΘ§γώΡΞΙΛΨΏΒΡΚΟΜΒ÷±Ϋ””ΑœλΒΫΙΛΦΰΒΡΦ”ΙΛ
÷ ΝΩΓΘ
’ΐ»ΖΒΡ≤βΝΩ“«ΤςΘ§Ω…“‘ΉΦ»Ζ≤βΝΩΤΫΕΞΆχΈΤΒΡœύΙΊΦΦ θ≤Έ ΐΘ§¥”Εχ±Θ’œΆχΈΤΦ”ΙΛ÷ ΝΩΓΘ

 Υ’ΙΪΆχΑ≤±Η 31011502008270Κ≈
Υ’ΙΪΆχΑ≤±Η 31011502008270Κ≈