
发动机缸孔 “平顶网纹”,还是“越光越好”?
在汽车修理行业,发动机缸孔内表面加工技术的进步,经历了一个发展过程。十年前,我国大多数汽车修理厂的技师们也许会这样告诉客户:“缸孔珩磨得越光亮,说明这个发动机修得棒!”有这样一种检测方法:放进一份报纸,光亮如镜面、足以反射出报纸上文字的缸孔才是合格的。
而现在,人们意识到这种方法已经落后,具有平顶网纹的缸孔才是最好的。
一 平顶网纹的原理及应用
1.1 认识平顶网纹
解体一台新的汽车发动机并观察缸孔内表面,我们可以看到,上面分布着交叉状网纹, 这就是平顶网纹(如图 1示)。它究竟是什么样的结构?又能起到什么样的作用呢?

图1 发动机缸孔表面的平顶网纹
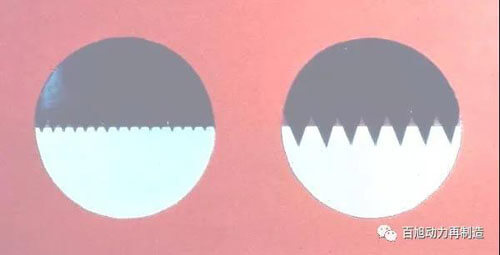
图2 平顶网纹的峰谷形状示意
图 2 示意了平顶网纹的微观形状,它由平顶和低谷相间构成。在现代的发动机缸孔加 工工艺中,平顶网纹技术被广泛应用。
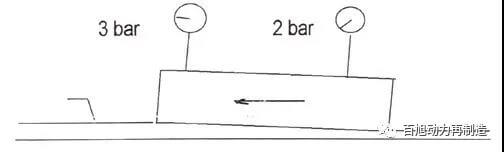
图3 油膜的厚度:随机油粘度增加而增加;随相对速度增加而增加;随载荷增加而减小。
图3所示,在2个相对运动的物体之间,油膜的存在使构成摩擦付的两个工件没有直接的接触,从而减少工件的相互磨损,这就是机油的润滑作用。因此,如何在工件之间建立并保持理想的油膜,是改善工作工况,延长工件使用寿命的关键所在。
流体动力学原理告诉我们:油膜厚度受机油粘度、工件运动速度和负荷的影响。负荷则与两个工件相邻表面的形状有很大关系。
过去,人们通常使用普通珩磨工艺加工发动机缸孔。如图4示:在微英寸级标尺下观察 普通珩磨的表面是由高低不平的尖峰和低谷交替构成的。采用这种工艺的发动机出厂后必须经历磨合期。磨合期内,发动机只能在较低转速和负荷工作,经过很短的里程间隔就必须更 换机油。否则,将会引发早期磨损故障而减低发动机使用寿命。

图4 普通珩磨后的缸孔内表面
图 5 示意了普通珩磨的缸壁与活塞环之间的接触状况:承载面积小,接触负荷大,无法建立连续、有效的油膜。尖峰刺破油膜而与对面的工件相干涉,如果此时加大发动机工作负荷,必然产生严重磨损。
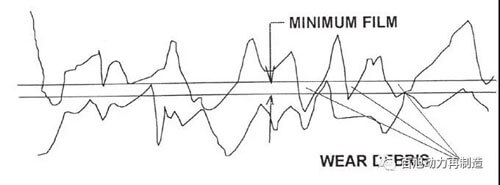
图 5 普通珩磨的两个工件,尖峰相互干涉
磨合后的发动机才开始真正意义的使用,即使全速全负荷也毫发无伤。科学、规范的操作和保养可使发动机正常运行几十万公里也无须大修。那么磨合好的缸孔是什么样的呢?
专家们对此进行了深入研究,图6 所示的是磨合后的缸孔,可以看到,尖峰消失了,这些相间的平顶和低谷,就是“平顶网纹”。
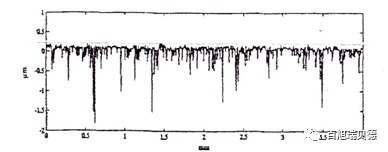
图6磨合后的缸孔内表面
可见,磨合后得到的“平顶网纹”是最理想的配合表面。人们开始研究“平顶网纹”加工工艺,在工厂里直接加工出这种网纹,而不再需要漫长的磨合过程。从图7 可以看到,加工出的平顶网纹与磨合后的表面极为相似。平顶网纹的加工过程,就是“人造磨合。它花费的时间是30 秒钟,而不是汽车低速低负荷跑上几百、上千公里。
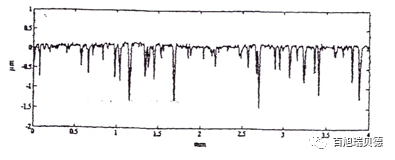
图 7 专业珩磨机加工出的平顶网纹
1.2 平顶网纹的功用
这项技术广泛应用于多个行业。在发动机的加工应用中,平顶网纹的优势体现在以下几个方面:
◆储油功能—良好的润滑 如果在缸壁与活塞环之间没有连续、有效足够的油膜,就会形成干磨,产生较大磨损,影响发动机的寿命。平顶网纹在低谷区贮存机油,充分润滑环、壁摩擦付,很好的解决了这个问题。
而普通珩磨的缸孔虽然光如镜面,但是润滑条件并不良好,如果在磨合期内增加发动机工作负荷,就会给缸壁和活塞环带来严重磨损,从而导致发动机过早报修。
◆减少机油消耗—在平顶网纹的加工过程中,尖峰、毛刺被清除掉;而普通珩磨的缸孔则以活塞环和缸壁的磨损为代价,并且产生许多铁屑掉入机油盘,因而磨合期间要频繁更换机油。
平顶网纹技术可以保持机油更加洁净,延长机油的更换周期,从而减少机油消耗。
◆利于活塞环密封—科学的测量和计算表明:图 4中普通珩磨的摩擦付承载面积不到总配合面积的5%;在 图 5 或图 7中,这个比例则超过了 80%。接触面积的增加,显然提高了活塞环的密封性。
平顶网纹技术具备如此多面的优点,成为当代发动机缸孔加工的核心技术之一。而普通珩磨技术正在退出汽修行业,“越光越好,不是科学的修理方法。它是在特定历史阶段,受到设备和技术制约的一种低端技术。取而代之的当然是平顶网纹技术。
二如何得到平顶网纹?
加工平顶网纹,下面这两个步骤是最重要的:
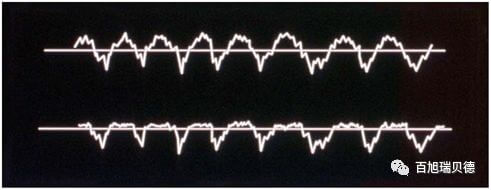
图8 平顶网纹的两道工序
第一步,珩磨网纹。图 9所示的是珩磨后的缸孔
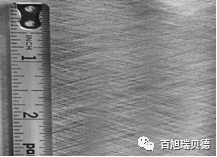
图9 肉眼观测到的缸孔网纹
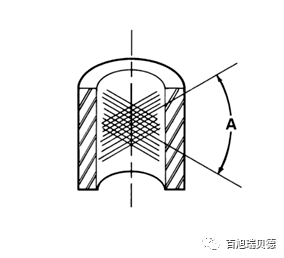
图10 网纹角度
总体来讲,对网纹有 2 方面的要求:
■网纹角度,如图10所示,角度A叫做网纹角度,A角由珩磨机的冲程速度、主轴转速、冲程长度等参数确定。不同的发动机制造商对 A角要求有所区别,但通常在45°到60°之 间。A角过大,储油能力下降,在发动机启动和加速工况,因机油不足而加剧活塞环磨损;A角过小,影响油膜的均匀,并且影响油环刮油效果,而导致机油消耗增加。

平顶网纹的R 指标
图11 描述平顶网纹的参数
图 11列出了用以描述和评价平顶网纹的 Rpk、Rk和 Rvk这三个参数,它们之间是相 互关联的。根据不同的润滑和配合需求,各个发动机制造商对它们有不同的设定。在加工过 程,通过调整设备的功能选择、更换磨料粒度等方式,可以得到不同的数值。有趣的是,虽 然不同厂家的设定值有所差别,生产出的发动机性能相差不大。
图中右边可以看到,在总高度降低 20%的时候,实际接触面积达到了80%。面积越大 接触载荷越小,润滑条件越好,这是与前面的论述相呼应的。
第二步,削平尖峰,形成平顶网纹
PHT平台网纹专用碳刷是加工平顶网纹最有效的工具之一。第一阶段的珩磨之后,以 PHT替换油石,对缸孔进行数十秒钟的处理即可得到满意的平顶网纹。图12说明了它的 加工过程。
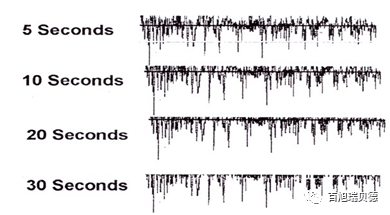
图12 PHT平顶网纹珩磨工艺加工缸孔的变化过程
三 加工平顶网纹的设备和技术要求
要得到理想的平顶网纹,必须配备具有相关功能的加工设备,这种设备应该做到:精确地控制主轴转速、冲程速度和冲程长度,这几个参数决定了平顶网纹的平面形状
能否符合原厂设计要求;
精确调整进给速率和进给压力,以保证理想的粗糙度,过低或过高都会影响发动机寿
命;
精密的珩磨工具和磨料必不可少—经验证明,珩磨工具的好坏直接影响到工件的加工
质量。
正确的测量仪器,可以准确测量平顶网纹的相关技术参数,从而保障网纹加工质量。
上一篇: 百旭高性能参加2018上海CAS改装车展
下一篇: 百旭瑞贝德 以旧换再

 苏公网安备 31011502008270号
苏公网安备 31011502008270号